2205双相钢2507双相钢254SMO904LN08367N08926合金哈氏合金C276哈氏合金C22INCONEL600INCONEL625INCOLOY800N08810INCOLOY825MONEL40020合金纯镍NI201钛GR.1钛GR.2钛合金GR5ERNICRMO-3ERNICRMO-4253MAN06601合金310SC2000合金N07718合金N06059合金G30合金31合金锆ZR702ERNI-1ERNiCu-7焊丝ERNiCr-3焊丝Invar36因瓦合金
大兴N04400 MONEL400合金焊接管焊接工艺
一、合金化学成分
N04400合金化学成分(%)(典型成分示例)
C | Mn | Si | Cu | Ni | AI | Fe | S | P |
0.11 | 0.99 | 0.16 | 32.26 | 65.02 | 0.04 | 1.42 | ≤0.001 | ≤0.005 |
二、N04400合金焊接性
1、N04400合金(也叫蒙乃尔大兴MONEL400合金)易产生热裂纹,尤其是弧坑处裂纹敏感性更大。主要是弧坑处S、P偏析,S、P与Ni形成低熔点共晶体,在焊缝结晶过程中,偏析于晶体边界,在拉应力作用下产生裂纹。所以S、P含量必须严格控制。
2、液态金属流动性差,且能溶解氧、氮、氢等气体,容易出现气孔。
三、焊接工艺
1、熔敷金属化学成分(%)
名称 | 直径(mm) | C | Mn | Si | S | P | Al | Fe | Ti | Cu | Ni+Co | Ni |
焊丝 | 1.6 | 0.072 | 3.53 | 0.97 | 0.001 | 0.005 | 0.12 | 0.12 | 2.35 | 余 | 65.11 | — |
焊条 | 3.2 | 0.10 | 3.38 | 0.84 | 0.003 | 0.005 | 0.22 | 0.45 | 0.74 | 29.52 | — | 64.74 |
大兴ERNiCu-7焊丝 MONEL-60;ENiCu-7焊条 MONEL-190。
2、焊条350℃×1h烘干;焊丝注意表面清洁。
3、电弧焊极性为直流反接;TIG为直流正接,钨极直径正接,钨极直径φ3mm,喷嘴直径φ10mm,氩气纯度99.99%。
4、机械打磨并用丙酮擦洗坡口及其边缘。
5、坡口形式 6、焊接顺序

7、焊接参数
焊接方法 | 焊接层次 | 焊接电流 A | 电弧电压 V | 焊接速度 cm/min | 12 | 氩气流量 L/min | 层间温度 ℃ |
TIG | 打底层 | 70~120 | 14~18 | 10 | 10080 | 8~12 | — |
TIG | 第二层 | 95~120 | 14~18 | 6 | 15400 | 8~12 | <100 |
手弧焊 | 盖面层 | 110~120 | 22~24 | 7 | 20740 | — | <100 |
8、填丝要保持合适的角度,以快速送进为宜。
9、施焊中注意控制熔深,熔合比在50%以下(小电流施焊)。
10、焊道以窄而平为最佳。仰脸焊部位应尽量减少熔池体积,以利焊缝成型。收弧时注意填满弧坑。
11、必须采用短弧焊。
四、性能检验
σb:493MPa 冷弯角:α180°
T法 晶间腐蚀试验

相关产品
 S32750 2507超级双相钢的焊接工艺
S32750 2507超级双相钢的焊接工艺 哈氏合金C276管及管道焊接工艺
哈氏合金C276管及管道焊接工艺 N06625 Inconel 625合金焊接工艺
N06625 Inconel 625合金焊接工艺 脱硫贴衬哈氏合金C276焊接工艺失效剖析
脱硫贴衬哈氏合金C276焊接工艺失效剖析 哈氏合金C276板贴衬焊接工艺
哈氏合金C276板贴衬焊接工艺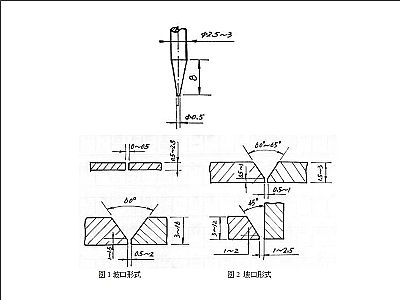 纯钛GR.1和GR.2的焊接工艺说明和要点
纯钛GR.1和GR.2的焊接工艺说明和要点 哈氏合金板,如何加工成哈氏合金管焊接工艺流程
哈氏合金板,如何加工成哈氏合金管焊接工艺流程 阿斯米合金供哈氏合金C276焊接工艺试板
阿斯米合金供哈氏合金C276焊接工艺试板
相关动态
- 蒙乃尔Monel400合金箔带薄带,阿斯米合金现货 2024-8-1
- MONEL400合金如何进行热处理?温度多少呢?冷热加工呢?2024-2-27
- Monel400合金用什么焊丝焊条?ERNiCu-72024-2-22
- ASTM B127标准Monel400合金1.0厚度现货2022-10-20
- 蒙乃尔MONEL400法兰管件服务氟化工2022-8-24
- 蒙乃尔MONEL400焊管无缝管,找阿斯米2022-8-9
- Alloy400 MONEL400合金棒材现货锻件订制2022-5-11
- 供MONEL400合金配套焊丝焊条等焊材现货期货2022-4-18
- ASTM B127标准4毫米Monel400合金服务密封件厂2021-12-17
- 蒙乃尔MONEL400合金耐氢氟酸腐蚀数据2020-9-18
- 哈氏合金C276耐氢氟酸吗?MONEL400合金才是2020-4-28
- 400合金/Monel 400/NCu30全知道2020-4-22
 扫一扫 添加微信好友
扫一扫 添加微信好友