2205双相钢2507双相钢254SMO904LN08367N08926合金哈氏合金C276哈氏合金C22INCONEL600INCONEL625INCOLOY800N08810INCOLOY825MONEL40020合金纯镍NI201钛GR.1钛GR.2钛合金GR5ERNICRMO-3ERNICRMO-4253MAN06601合金310SC2000合金N07718合金N06059合金G30合金31合金锆ZR702ERNI-1ERNiCu-7焊丝ERNiCr-3焊丝Invar36因瓦合金
三江哈氏合金管路系统的焊接背气保护
当单面焊接的时候,哈氏合金管路焊接一定要注意使用惰性气体保护接口的根部在焊接中不被氧化(通常是焊接级氩气)。这种在管子内部进行保护的技术就叫做背气保护。
如果没有很好的保护,根部就会产生氧化层。当根部焊接不合格时,管内壁的焊缝表面发黑、粗糙,而且根部的截面不规则。当发生这种情况时,熔化的焊接金属没有“润湿”基体金属,继续焊接不可能通过拍片检验。这种情况下通常可能发生的焊接缺陷有渗透不足,熔深不足和根部焊接开裂等。实验表明,背气保护的焊接技术可以完成合格的哈氏合金焊接打底,比如焊接Hastelloy C-22和哈氏合金C276管材。

背气保护技术
通常有两种方法来对管材的打底焊接区域进行背气保护。一般建议对整个管路进行充气。另一种方法就是对焊接区域的管路进行局部充气,这种方法是比较好的。一些出版的文章中有许多种制作密闭塞的方法,包括水溶性的塞子,膨胀塞,可折叠的圆盘塞和热熔性的塞子。
背气保护通过以下两个步骤来实现。第一步,安装塞子然后对焊接区域的管道内进行充气。第二步,继续充气同时进行焊接。
需要注意的是,在焊接之前,焊接区域管道内的氧含量已经控制在5000ppm以下,这时焊出了一个合格的焊缝。然后当保护气流速颠倒时,焊出的焊缝就不合格了。由于在开始焊接的时候背气保护的纯度是足够的,焊接不合格的原因就仅仅是因为保护气的流速了。焊枪处保护气流速的选择为4.72L/min,一般建议焊接哈氏合金所用的流速要低一些。但是这并不影响在正面得到和用其他方法保护一样的光亮焊缝。
对管材的焊接和保护有以下6个注意节点:1、管头准备;2、安装保护气塞;3、固定管材位置;4、对焊接区域进行充气;5、点焊固定;6、密封焊接。
阿斯米合金常备美国、德国进口不锈钢、超级不锈钢、双相钢、镍基合金和钛材板材、棒材、丝网、焊材现货及接受材料远期期货定制。关注“阿斯米合金”,了解更多先进耐腐蚀合金材料。用耐腐蚀合金,找无锡阿斯米。

相关产品
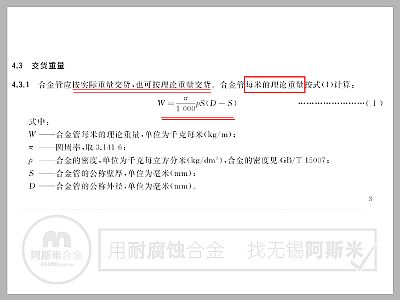 哈氏合金管重量,看GB/T37614耐蚀合金无缝管标准
哈氏合金管重量,看GB/T37614耐蚀合金无缝管标准 N10276无缝管哈氏合金管C-276管现货快速交货
N10276无缝管哈氏合金管C-276管现货快速交货 4个规格N08020 Alloy20合金管定尺切好
4个规格N08020 Alloy20合金管定尺切好 TA10钛钼镍合金管服务海洋工程项目
TA10钛钼镍合金管服务海洋工程项目 阿斯米合金接受C276、C22合金管加工定制
阿斯米合金接受C276、C22合金管加工定制 C-276哈氏合金管、圆钢棒重量如何计算
C-276哈氏合金管、圆钢棒重量如何计算 哈氏合金板,如何加工成哈氏合金管焊接工艺流程
哈氏合金板,如何加工成哈氏合金管焊接工艺流程
相关动态
- 阿斯米合金:哈氏合金C22无缝管棒材光谱检测中2024-11-8
- 用线切割,哈氏合金C276无缝管接管精密定尺2024-10-18
- NS334或NS3304是哈氏合金C276呢?有哪些区别?能相互取代吗?2024-10-13
- 好消息,用户哈氏合金C276换热管设备加工完成2024-10-12
- 阿斯米合金:哈氏合金C276进口小光棒线切割环2024-10-8
- 阿斯米合金:德国VDM产哈氏合金C276 4毫米原装平板在库2024-10-8
- 阿斯米合金:哈氏合金C276材质非标焊接管批量交付2024-10-1
- 阿斯米合金:0.25毫米哈氏合金C-276带材服务新能源2024-10-1
- 阿斯米合金:3毫米美国SMC产哈氏合金C-276卷板开平供货2024-10-1
- 哈氏合金B2和B3,差别在哪里?为什么光谱显示B3为B22024-9-28
- 阿斯米合金稀缺品推荐:哈氏合金C276六角方棒现货2024-9-20
- 本月大明星——哈氏合金C276光棒爆款切割交货2024-9-15
 扫一扫 添加微信好友
扫一扫 添加微信好友