2205双相钢2507双相钢254SMO904LN08367N08926合金哈氏合金C276哈氏合金C22INCONEL600INCONEL625INCOLOY800N08810INCOLOY825MONEL40020合金纯镍NI201钛GR.1钛GR.2钛合金GR5ERNICRMO-3ERNICRMO-4253MAN06601合金310SC2000合金N07718合金N06059合金G30合金31合金锆ZR702ERNI-1ERNiCu-7焊丝ERNiCr-3焊丝Invar36因瓦合金
小金N02201纯镍Ni201的焊接问题及解决方法
在某熔盐生产反应器制造中,核心部件是耐腐蚀和耐高温性能的小金纯镍NI201板,此过程需要纯镍材料的焊接。
纯镍Ni201的焊接性良好,相当于铬-镍奥氏体不锈钢,但液态焊缝金属流动性差,其可焊性与碳钢相比较差,需要制定合适的焊接工艺规范,才能获得较为良好的焊接接头。特别是焊缝金属的热裂纹和气孔及焊接热影响区有晶粒长大倾向,这是镍201焊接中存在的主要三大问题。

纯镍焊接问题1:热裂纹
纯镍NI201焊接时,由于S、Si等杂质在焊缝金属中偏析,S和Ni形成低熔点共晶。焊缝金属凝固过程中,低熔点共晶在晶界间形成一层液态薄膜,并在焊接应力的作用下形成凝固裂纹。焊接过程中Si和氧等形成复杂的硅酸盐,在晶界间形成一层脆的硅酸盐薄膜,并在焊缝金属凝固过程中或凝固后的高温区形成高温低塑性裂纹。因此S、Si是镍201焊缝金属中最有害的元素。
防止热裂纹产生的措施方法:首先尽量降低焊缝金属中S、Si等杂质的含量,严格清理焊前坡口区域和焊丝等,严格控制母材中杂质的含量;其次向焊缝金属中添加适量的Mn、Nb、Mo、Ti等元素,以抵消S、Si等杂质的有害作用。另外,采用小线能量焊接非常必要,焊前不预热,层间温度应尽量低。
纯镍焊接问题2:气孔
焊接纯镍Ni201时,气孔是个较难解决的问题,特别是焊接纯镍和镍-铜合金如小金MONEL400合金时更为严重。这是由于液态镍和镍合金焊缝金属黏度较大,张力也较大,导致气体上浮逸出困难,因此出现气孔的机会较多。镍合金焊缝金属的气孔有H2O气孔、氢气孔和一氧化碳气孔,其中以H2O气孔为主。由于液态镍能溶解大量的氧,而凝固时氧的溶解度大幅度减小,使凝固过程中过剩的氧将镍氧化成氧化亚镍(NiO)。氧化亚镍和液态金属中的氢发生反应,镍被还原,而氢和氧结合成H2O。H2O来不及逸出,又因熔合线处和收弧、引弧处冷却快,在该处出现气孔。
解决气孔的方法:
(1)通过焊条或焊丝向焊缝金属过渡脱氧剂,如钛、铝、锰等,降低焊缝金属的含氧量,防止形成氧化亚镍(NiO)。焊条电弧焊采用碱性低氢焊条,以减少焊缝金属中氢、氧的含量。焊条要充分烘干,采用直流反接,用短弧焊。
(2)焊前严格清理焊件、焊丝,清除焊件表面的氧化膜、油脂、油污、涂层及颜料等。
纯镍焊接问题3:焊接热影响区有晶粒长大倾向
纯镍Ni201为单相态,有晶粒长大倾向,加之导热性差,焊接热不易散出,容易过热,造成晶粒粗大,使晶间夹层增厚,减弱了晶间结合力,降低焊缝和热影响区的塑性、抗腐蚀性能,并加长焊缝金属的液、固相存在的时间,进而增强热裂纹的形成。
防止晶粒长大的措施:采用小的线能量进行焊接,电流小,焊接快,焊条不做横向摆动,不预热,层间温度尽量低,焊后可进行强制冷却。
阿斯米合金常备美国、德国、日本进口镍基合金及纯镍板材、焊材现货以及接受材料远期期货定制。
关注“阿斯米合金”,了解更多先进耐腐蚀合金材料。用耐腐蚀合金,找无锡阿斯米。

相关产品
 阿斯米合金:进口纯镍N02201一毫米热销
阿斯米合金:进口纯镍N02201一毫米热销 Ni201纯镍板N02201材质翻边用5mm板材下料供货
Ni201纯镍板N02201材质翻边用5mm板材下料供货 1.2mm进口NI201 N02201纯镍板供应板换厂配套
1.2mm进口NI201 N02201纯镍板供应板换厂配套 658个项目中,Crofer 22 H拿下了2012年德国钢铁创新奖,值得推荐
658个项目中,Crofer 22 H拿下了2012年德国钢铁创新奖,值得推荐 纯镍板Ni201 N02201板材
纯镍板Ni201 N02201板材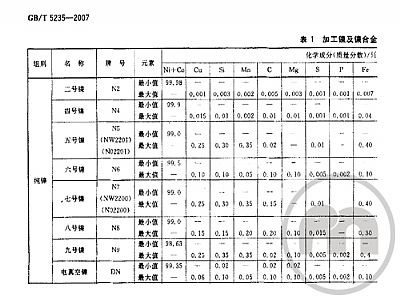 干货:纯镍N5、N6、N7和Ni201成分区别在哪(图)
干货:纯镍N5、N6、N7和Ni201成分区别在哪(图) NB/T 47002—2019《压力容器用复合板》较2009版有哪些变化
NB/T 47002—2019《压力容器用复合板》较2009版有哪些变化 纯镍板材Ni201、C276材料0.5-1.5mm现货供应
纯镍板材Ni201、C276材料0.5-1.5mm现货供应 纯镍Ni201,N6法兰管件配套苛性碱工业
纯镍Ni201,N6法兰管件配套苛性碱工业 纯镍Ni201, Ni200,N6焊管无缝管哪里可定制
纯镍Ni201, Ni200,N6焊管无缝管哪里可定制 纯镍Ni201,N6材质紧固件现货及非标件可定制
纯镍Ni201,N6材质紧固件现货及非标件可定制 纯镍N02201、镍N6棒材现货锻件订制
纯镍N02201、镍N6棒材现货锻件订制
相关动态
- 阿斯米合金:进口纯镍N02201一毫米热销2024-5-19
- 1.2mm进口NI201 N02201纯镍板供应板换厂配套2024-2-23
- 纯镍N02200和N02201的化学成分对比2020-5-16
- 纯镍N02201的耐腐蚀性能及应用2020-5-7
- UNS N02201 纯镍Ni201材料成分标准性能大全2020-4-22
- Ni201纯镍N02201焊接操作的8大注意事项2020-4-19
- N02201纯镍Ni201的焊材、焊接方法和坡口2020-4-19
- N02201纯镍Ni201的物理特性和化学成分2020-4-15
- Ni201纯镍N02201的化学成分、机械性能一览2020-4-12
 扫一扫 添加微信好友
扫一扫 添加微信好友