2205双相钢2507双相钢254SMO904LN08367N08926合金哈氏合金C276哈氏合金C22INCONEL600INCONEL625INCOLOY800N08810INCOLOY825MONEL40020合金纯镍NI201钛GR.1钛GR.2钛合金GR5ERNICRMO-3ERNICRMO-4253MAN06601合金310SC2000合金N07718合金N06059合金G30合金31合金锆ZR702ERNI-1ERNiCu-7焊丝ERNiCr-3焊丝Invar36因瓦合金
盂县镍基合金与不锈钢碳钢等异种钢焊接注意问题事项
一些耐腐蚀合金如盂县哈氏合金C276板,在与不锈钢或碳钢板等不同钢种焊接时,会因材料不同,材料特性如导热性冷却性、焊材匹配流动性等因素产生一些现实问题。
阿斯米合金整理了一下异种钢焊接时应注意的五个问题和事项:
1、镍基合金焊接熔池十分粘稠,且熔深较浅,增加焊接电流不能明显改善金属的流动性及加大熔深。
2、与焊接碳钢、不锈钢通常形成的凹形焊道不同,镍基合金的焊道表面呈明显的凸出型。为防止结晶开裂特别是焊接根部第一层结晶开裂,可采用小电流、多填充焊接金属的方式消除。镍基焊材流动性较差以及电流不宜过大,焊接速度慢,焊接时候应精细控制。
3、焊接时候,无论是打底焊、层间焊,还是盖面焊接,焊接背面一定要全程氩气保护以防止焊接部位被氧化。手工钨极氩弧焊接操作时候,焊材不应该直接浸入熔池,应使焊材位于钨极的前方,边融化边送进,焊材的端头部分始终处于高纯度的氩气保护之中。
4、不同材料的冷作硬化倾向不同,比如镍基合金C276就比碳钢、不锈钢冷作硬化倾向高1~2倍,因此焊接如果不注意控制则容易发生弯曲。
5、异种钢本身强度就不同,注意焊接后根部应力开裂。

阿斯米合金常备美国、德国进口不锈钢、超级不锈钢、双相钢、镍基合金和钛材板材、棒材、丝网、焊材现货及接受材料远期期货定制。关注“阿斯米合金”,了解更多先进耐腐蚀合金材料。用耐腐蚀合金,找无锡阿斯米。

相关产品
 不锈钢镍基合金公制管和英制管材的外径壁厚尺寸对应,收藏
不锈钢镍基合金公制管和英制管材的外径壁厚尺寸对应,收藏 日本高镍及镍基合金无缝管各国牌号对应表
日本高镍及镍基合金无缝管各国牌号对应表 常见纯镍及镍基合金的焊丝焊条选择
常见纯镍及镍基合金的焊丝焊条选择 镍基合金焊丝625焊丝C276焊丝C22焊丝的存储与保护注意事项
镍基合金焊丝625焊丝C276焊丝C22焊丝的存储与保护注意事项 一批ERNICRMO-10、ERNICRMO-4等镍基合金焊丝到库
一批ERNICRMO-10、ERNICRMO-4等镍基合金焊丝到库 不锈钢与镍基合金间,825合金性价比高,现货找阿斯米
不锈钢与镍基合金间,825合金性价比高,现货找阿斯米 奥氏体不锈钢和镍基合金为何要固溶热处理?
奥氏体不锈钢和镍基合金为何要固溶热处理? 镍基合金焊条的储存和半月形焊接变形起因分析
镍基合金焊条的储存和半月形焊接变形起因分析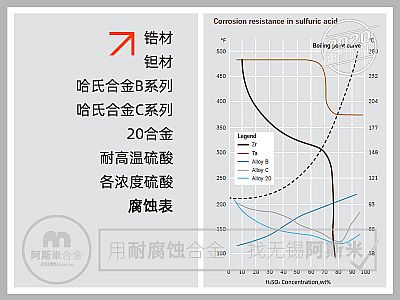 锆材,钽材及镍基合金耐高温硫酸腐蚀表
锆材,钽材及镍基合金耐高温硫酸腐蚀表 镍基合金825复合板2+6毫米以上可供
镍基合金825复合板2+6毫米以上可供 镍基合金复合板力学性能和腐蚀检验法
镍基合金复合板力学性能和腐蚀检验法 C276,625,825等镍基合金油套管的耐腐蚀研究
C276,625,825等镍基合金油套管的耐腐蚀研究
相关动态
- 日本高镍及镍基合金无缝管各国牌号对应表2024-3-9
- 常见纯镍及镍基合金的焊丝焊条选择2024-3-9
- 镍基合金焊条的储存和半月形焊接变形起因分析2023-11-24
- ASME SA-265镍和镍基合金复合钢板规范2021-8-16
- 镍基合金异种钢焊接常见问题及解决措施2021-6-20
- 美国ATI镍基合金UNS牌号、应用和ASME标准对照2021-6-12
- FGD设备脱硫部位及不锈钢、镍基合金选择2021-6-8
- 镍基高温合金难加工性的三大表现2021-6-6
- 镍基合金600材质,用什么配套焊材2021-5-9
- 好文:耐腐蚀镍基合金焊接五大注意事项2020-7-25
- 不锈钢和镍基合金板抛光表面种类2020-6-19
- 双相钢和镍基合金法兰管件等常用抛光方法2020-6-18
 扫一扫 添加微信好友
扫一扫 添加微信好友