2205双相钢2507双相钢254SMO904LN08367N08926合金哈氏合金C276哈氏合金C22INCONEL600INCONEL625INCOLOY800N08810INCOLOY825MONEL40020合金纯镍NI201钛GR.1钛GR.2钛合金GR5ERNICRMO-3ERNICRMO-4253MAN06601合金310SC2000合金N07718合金N06059合金G30合金31合金锆ZR702ERNI-1ERNiCu-7焊丝ERNiCr-3焊丝Invar36因瓦合金
扎兰屯20合金/UNS N08020合金/Alloy20合金解读
扎兰屯20合金/UNS N08020/Alloy20
NS1403/0Cr20Ni35Mo3Cu3Nb
20 合金铁-镍-铬合金
20合金N08020是在高镍可变性奥氏体不锈钢——0Cr20Ni28Mo3Cu3Nb基础上发展的一种铁-镍基耐蚀合金。在其它成分基本等同于0Cr20Ni28Mo3Cu3Nb的条件下,只将钢中镍量由27%~29%提高到33%~38%,既可以提高钢的耐应力腐蚀断裂性能,又极大地改善了钢在还原性算中的耐蚀性和可加工性能。由于此合金具有良好的耐蚀性,在化学加工等工业中得到较广泛的应用。
20合金N08020主要应用
合金冶金工艺良好,可生产板、管。丝、带、棒材,锻件以及各种铸件;
用于化学加工工业的硫酸、硫酸+硝酸混酸、磷酸等介质中。

表1/ 20合金N08020牌号及标准 表2/ N08020合金化学成分

表3物理性能
密度 | 8.08g/cm³ |
熔点 | 1357~1430℃ |
20合金N08020机械性能
以下是相应规格20合金退火后(稳定化热处理)的机械性能。
表5 20合金常温下机械性能
合金和状态 | 抗拉强度,MPa | 0.2%屈服强度,MPa | 延伸率A5,% |
管材 | |||
冷加工退火 | ≥550 | ≥240 | ≥30 |
板材 | |||
热轧、冷轧(退火) | ≥551 | ≥241 | ≥30 |
锻件 | |||
锻件(退火) | ≥551 | ≥241 | ≥30 |
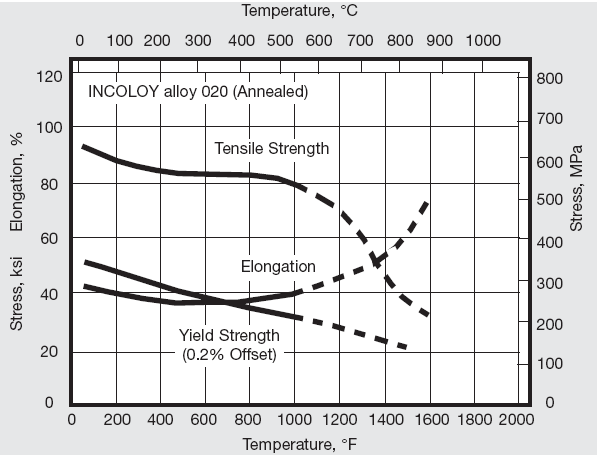
图1高温力学性能(实线表示典型的使用温度)
20合金N08020金相结构
20合金具有稳定的面心立方结构。化学成分和恰当的热处理保证了耐腐蚀性不受敏化性的削弱。
20合金N08020耐腐蚀性
20合金是由0Cr20Ni28Mo3Cu3Nb合金发展而来,由于镍含量的提高,使之在硫酸中的耐蚀性得到改善。在醇硫酸中,合金的耐蚀性见图2.由图可见,在全浓度硫酸中,次合金在50℃以下具有优良的耐蚀性(腐蚀速率≤0.1mm/a)。在65℃具有可用的耐蚀性。在硫酸浓度低于10%的介质中,此合金的使用上限温度可提高到80℃。
在80℃各浓度的硫酸中的试验结果指出,67%~74%之间的硫酸出现一个腐蚀率峰值(图3)。在低于65℃的酸中不出现这种现象,其原因可能是富镍、铌相的选择腐蚀,鉴于这种事实,在选用时应予以注意。
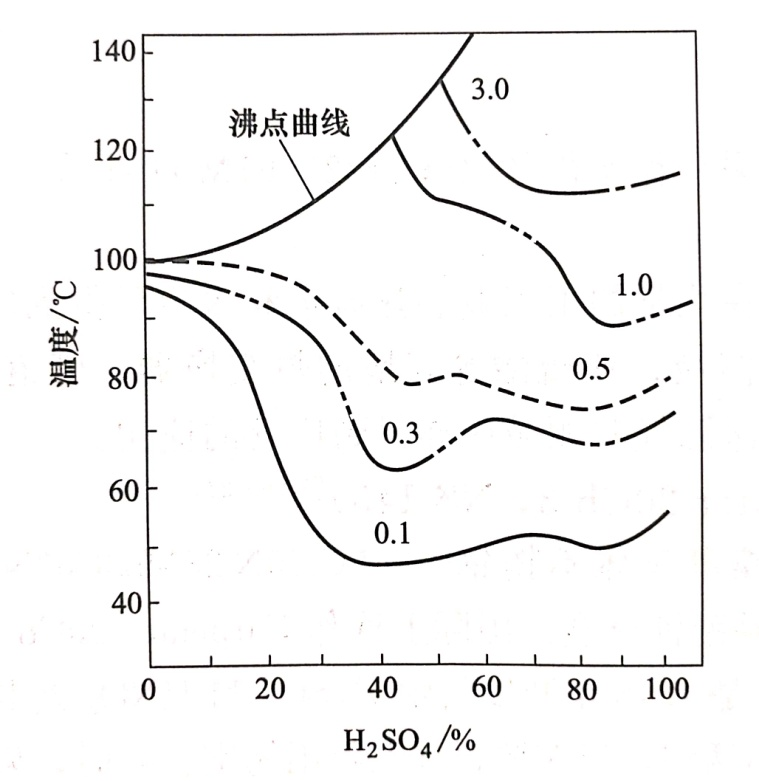
图2 020合金在硫酸中的等腐蚀图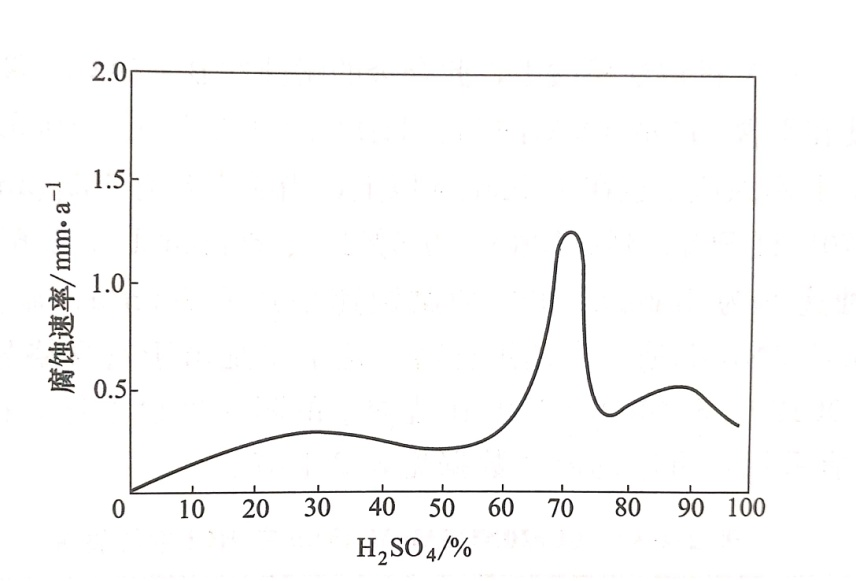
图3 020合金在80℃硫酸中的腐蚀行为
在磷酸中的耐蚀性类似于825合金。在含杂质(Cl-、F-)的湿法磷酸中,此合金的耐蚀性显著受氯离子含量的影响,在湿法磷酸中,该合金使用效果不理想。
20合金N08020合金在盐酸中的耐蚀性也不佳,即使在低浓度、低文盐酸中也不宜采用。
晶间腐蚀
20合金的晶间腐蚀行为类似于825合金。在正常情况下次合金焊接件具有良好的耐晶间腐蚀性能。中温敏化的合金由于M23C6的析出将加剧晶间腐蚀。合金的敏化温度范围为650~870℃,敏感温度为760℃。
应力腐蚀
由于合金20的镍含量提高至35%,因此在高浓氯化物环境中,耐应力腐蚀断裂性能得到提高,但不及825合金。
加工及热处理
预热
温度控制对于保证合金的耐腐蚀性能不受敏化性的削弱非常重要。工件在加热之前和加热过程中都必须进行表面清理,保持表面清洁。若加热环境含有硫、磷、铅或其他低熔点金属,020合金将变脆。杂质来源于做标记的油漆、粉笔、润滑油、水、燃料等。燃料的硫含量要低,如液化气和天然气的杂质含量要低于0.1%,城市煤气的硫含量要低于0.25g/m3,石油气的硫含量低于0.5%是理想的。
热处理最好在真空电阻炉或惰性气体保护气氛中进行,因为这样可以控温精确并且不受杂质污染。若燃气的杂质含量较低时也可考虑使用燃气加热炉,这样可以得到中性或弱氧化性的气氛。应避免炉气成分在氧化性和还原性中波动,燃烧火焰不能直接烧向工件。
热加工
此合金的热成型温度为927~1065℃,不宜在晶间腐蚀敏感温度(650℃)下进行成型操作,如果在高于1065℃成型,最终成型应在870~980范围内进行,已获得良好的综合性能。此合金亦适于冷加工成型,具有良好的冷加工性能。
热处理
软化退火或稳定化处理的温度范围是920-980℃,合适为940±10℃。在任何热处理过程中,都要注意前面提到的关于保持清洁的事项。
打磨和酸洗
在20合金工件焊缝附近的氧化物要比不锈钢的更难以去除,需要用细砂带或砂轮打磨。为保持金属的光泽,打磨时要非常小心。在硝酸和氢氟酸的混合酸中酸洗之前,也要用砂纸去除氧化物或进行盐浴预处理。酸洗的时间尤其要注意。
机加工
20合金的机加工需在固溶处理后进行,要考虑到材料的加工硬化性,与奥氏 体不锈钢不同的是,需要采用低表面切削速度和重进刀量。
焊接方面的建议
在对镍基材料进行焊接时,应遵循以下规程:
1.工作场地:工作场地应单独分开或与碳钢的加工区域有足够远的距离,尽可能保持清洁,设有隔板并避免两区域间通风;
2.工作服和辅助用品:应佩戴干净的细纹皮手套,穿着干净的工作服。
3.工具和机器设备:应该有镍基合金和镍铬钢的专用工具,钢丝刷应采用不锈钢材料制成,机器设备如剪切机、冲床、轧机等应该盖上毡、纸板或塑料纸以防铁碳金属掉在机器表面而使加工材料粘上,导致腐蚀。
清理:需用丙酮对母材焊接区域的基体金属和填充合金(如焊条)进行清洁,注意不能使用三氯乙烯TRI、全氯乙烯PER和四氯化物TETRA。
边缘准备:采用机加工,如车、铣、刨,也可以进行等离子切割,若采用后者,切割边缘(焊接面)一定要研磨干净平整,允许不过热的精磨。母材的焊接边缘大约25mm宽的区域必须打磨至光亮金属变面。
坡口角度:与碳钢相比,镍基合金和特种不锈钢的物理性能特点主要是低的热导率和高的膨胀系数,这些特性都要在焊接坡口准备时予以考虑,包括加宽底部间隙(1-3mm),同时由于熔融金属的粘滞性,在对接焊时应采用更大的坡口角度(60-70°)以抵消材料的收缩。
起弧:不能在工件表面起弧,应在焊接面起弧,以防起弧点导致腐蚀。
焊接工艺:20合金适合采用任何传统焊接工艺与同种材料或其他金属焊接,如钨电极惰性气体保护焊、等离子弧焊、手工亚弧焊、金属极惰性气体保护焊、熔化极惰性气体保护焊,其中脉冲电弧焊是首选方案。在采用手工电弧焊时,推荐使用(Ar+He+H2+CO2) 多种成份混合的保护气体。
20合金的焊接必须在退火态进行,并使用不锈钢丝刷清理干净污渍、粉尘和各种记号。在焊缝根部焊接时,为得到最佳的根部焊缝质量,操作必须非常小心(氩气99.99),这样在根部焊接完后焊缝就不产生氧化物。焊接热影响区产生的颜色要在焊缝区域未冷却时用不锈钢刷刷去。

相关产品


相关动态
- 抗酸腐蚀20合金小尺寸棒材,石化工业再配套2024-3-2
- 20合金、B3合金丝网接受订制(附不锈钢/合金丝网目数重量对照表)2024-2-23
- 耐硫酸硝酸混酸:ASTM B463标准20合金3毫米卷板现货定开定切2024-2-23
- 精确定尺: 3毫米20合金卷板定尺开平2024-2-21
- 4个规格N08020 Alloy20合金管定尺切好2024-2-9
- 904L、254SMO、8367和20合金超级不锈钢的固溶退火温度2024-2-9
- EN10204-3.1版本ASTM B463标准20合金4毫米卷板现货2024-2-9
- INCOLOY 20合金法兰管件服务石化工程2022-8-26
- INCOLOY 20合金焊接管无缝管哪里找?2022-8-10
- N08020 Alloy20合金棒材现货锻件订制2022-5-10
- 供N08020合金配套焊丝焊条等焊材现货期货2022-4-12
- 专供20合金材质精密箔带,薄带,改轧压延带2022-3-4
 扫一扫 添加微信好友
扫一扫 添加微信好友